Over the years Perry Tool & Research has partnered with customers to design and manufacture parts that not only meet their specific requirements but are successful both mechanically and economically. Below are a few examples of challenges with unique solutions.
Combining a Pulley and a Gear in One Economical PartThe Challenge: A manufacturer of copy machines required a gear assembly that maintained close tolerances and had a specific strength capability. The assembly needed to be produced economically for the anticipated annual production quantities. The Solution: Perry Tool & Research, Inc. combined a specialized sinter, hardened gear with a low carbon, sintered steel pulley and a flat steel flange to create a strong and economical part. A keyway interface is designed to press-fit the gear and pulley components into one assembly, and then the gear and flange are staked on the pulley to complete the assembly. Tolerances are maintained as close as 0.002 in (0.05mm), eliminating the need for finish machining operations on the gear profiles and assembly. The Results: The powder metal gear assembly met all of the customer's performance requirements at a lower cost than machining the part from steel. In addition, the quality, reliability, and finish are more consistent using the powder metal process then when machined. |
 |
|
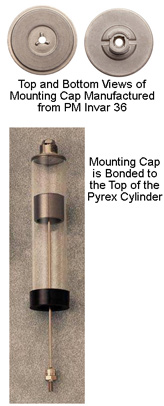
Producing a Powder Metal Part That Expands at the Same Rate as GlassThe Challenge: A customer that makes ultra low friction pneumatic pistons and cylinder motion dampers needed a mounting cap that would expand at the same rate as the Pyrex cylinder the cap is bonded to. The part also required a thread to be machined on the O.D. of the stand off. The Solution: Perry Tool and Research suggested using a powdered metal version of Invar 36, which is a nickel steel alloy notable for its uniquely low coefficient of thermal expansion. This material expands at a similar rate as glass; thus ensuring that the seal between the Pyrex cylinder and the powder metal part will not be compromised. PM Invar 36 is much easier to machine than the wrought Invar 36, which is the solid form of this material. PM Invar 36 also has good corrosion resistance because of its high nickel content. The Results: The mounting cap met the customer's requirement for expansion. Manufacturing the part using the powder metal process also increased production yields because of the ease of machining PM Invar 36. |
 |
|
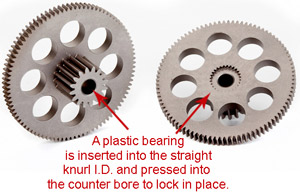
The Powder Metal Process Makes Manufacturing a Cluster Gear EconomicalThe Challenge: A customer manufacturing a control mechanism required a metal cluster gear that would combine a gear with a pinion gear. The manufacturer wanted to be able to insert a plastic bearing into the I.D. and lock it in place. The Solution: Perry Tool was able to manufacture the cluster gear so that the plastic bearing component could be inserted into the straight knurl I.D. A counter bore was designed into the gear so that the plastic bearing could be pressed into the gear to lock it in place. The gear was manufactured to an 8 AGMA Quality Class and a maximum concentricity of .0020. It was oil impregnated to perform as a self lubricated gear. The Results: Perry Tool & Research was able to tool and manufacture this cluster gear in very high volumes as a compact powder metal component without any secondary operations. The original manufacturing process would have required several machining processes: manufacturing the gear and pinion gear, counterboring, undercutting for chip relief, and broaching a straight knurl. Other creative process may have been employed but all would have required several costly secondary operations. In addition, eight lightening holes were added to save material and shipping weight, resulting in a reduction of the overall manufacturing cost. |
 |
|
Powder Metal the Process of Choice -- Manufacturing a Linear Carriage BushingThe Challenge: As a component of a print head for a 36” engineering printer/scanner/copier used to produce large 36” x 52” documents, this part needed to travel linearly in a traverse motion up to 36 inches with minimal friction. The unique c-shape of the part also required a manufacturing process that would ensure the part retained its shape to tight tolerances. The Solution: Using the PM process, Perry Tool was successful in producing a porous, oil-impregnated bronze bushing holding the tolerances to 50% of the call-out, #4 surface finish on the I.D. and zero spring back at the opening of the c-shape. No secondary machining operations were required. The bushing was designed with a splined I.D. and O.D. tolerances of +/- .0005 and a concentricity of .0015. To reduce friction and extend the life of the part, it was specified that the part be oil impregnated. The Results: The versatility of the PM process gave the customer a part manufactured to their exact design specifications. The nature of powder metal compacting made manufacturing this linear carriage bushing to tight tolerances with minimal friction possible. With other manufacturing processes, the metal used retains its memory even after the manufacturing process making the production of a c-shaped part that requires tight tolerances difficult to achieve. This is not the case with powder metal. It has no intrinsic memory making it easy to produce unusual shapes. |
 |
|
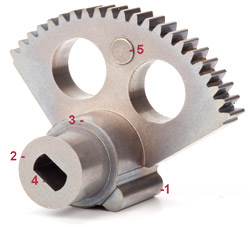
A Multi-level Part is Economical to Produce Using PMThe Challenge: The customer required a segment gear that combined several features into a single part. The goal was to reduce assembly costs and the need for any secondary machining. The Solution: Using the PM compacting process, Perry Tool was able to produce this complex segment gear designed by the customer. On the hub there is a lobe (1) to interface the mechanical portion of this gear with an electrical interface via a limit switch. Both ends of the hub are reduced in diameter (2) to provide a bearing (3) (oil impregnated) to support the torque of the gear. The hub also contains a double D hole (4) for driving the shaft that this gear is attached to (a very difficult hole to machine). There is a 3/16” stop pin on the face of the gear (5); the costumer required a hard pin for this stop with a specific radius on the end of the pin, this required a non standard pin and was going to be expensive. We did a cost analysis and found that we could produce a PM pin from a sinter hardening material to the tolerances required at much less cost than a custom ground pin. The Results: The end result was that the customer received everything they wanted in a part from one source. All they need to do is drop the part in place. The Powder Metal Process gave the customer the flexibility to produce to their exact design specifications. |
 |
|
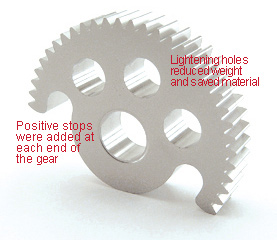
Why Pay For A Whole Gear When All You Need Is Part of OneThe Challenge: A manufacturer of gear drives needed only a partial segment gear for their application. They wanted to produce this gear at a reduced cost but still meet their requirements. The Solution: Perry Tool worked with the manufacturer’s design team to design the gear and create a die that would allow for the production of a partial segment gear. Perry Tool added additional lightening holes for further material reduction. The Results: Creating a die for a partial gear eliminated secondary machining and reduced material costs. The lightening holes saved an additional 9% in raw material costs while maintaining the integrity of the gear. The manufacturer was also able to incorporate positive stops at both ends of the gear allowing for the use of a more economical drive, saving additional cost on the assembly. |
 |
|
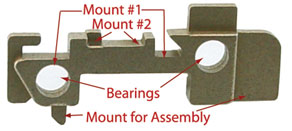
Bronze Bearings Don’t Have To Be Simple Round SleevesThe Challenge: An office equipment manufacturer needed to be able to place two bearings in a piece of equipment in close proximity to other parts. The problem was that the bearings were too small to hold enough oil to lubricate the bearings for the entire life of the product. The Solution: Perry Tool designed a part that combined the two bearings and the three other parts that attached to the bearings into one single part. With this design, the whole part can be impregnated with oil. In addition, the two bearings were designed to maintain their close center distance tolerances. The part also facilitates the attachment of two other sheet metal pieces. The Results: Combining multiple part functionality into a single part reduced both the material cost and the inventory cost of the individual parts and saved the manufacturer assembly costs as well. |
 |
|
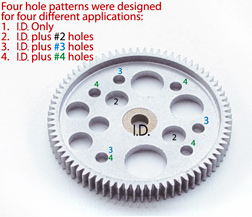
When One Part Can Be Made To Fit AllThe Challenge: A business equipment manufacturer had a gear they were having machined that required four different hole patterns for different applications. They came to Perry Tool & Research to manufacture these gears using tooling specific to each gear applications. The Solution: Perry Tool suggested putting all four hole patterns in one part. Perry Tool designed the part and created the tooling. The Results: By incorporating the hole patterns for all four applications in one part, the manufacturer saved on the tooling cost and the material cost for the part. In addition, the manufacturer reduced inventory costs by only having to stock one part versus four parts. |
 |
|
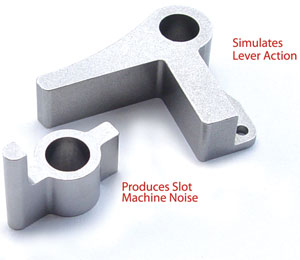
Extra Parts Are Sometimes a Good ThingThe Challenge: A manufacturer of gaming machines switched from the mechanical lever slot machines to the new push button electronic versions. However, people missed the excitement generated by pulling down the lever handle and the sound it made. The new slot machine use was dropping off. The manufacturer came to Perry Tool & Research for a part to emulate the feel and sound of the old lever pull machines without affecting the functionality of the electronic machines. The Solution: Perry Tool designed two parts that would integrate into the new electronic machines. One part gave the feel of the lever handle being pulled while the other part made the sound of the tumblers spinning. The Result: Slot machine returned to former levels of use. Gamblers now had a choice. They could use the push buttons on the electronic machines or pull the lever handle and experience the same excitement as with the old mechanical machines. |
 |
|
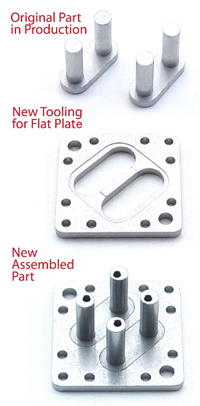
When Four Legs Are Better Than TwoThe Challenge: A manufacturer required a new part for a high-speed microwave switch. The part was similar to previous parts that Perry Tool had manufactured for them with very good results. As initially designed, however, this new part would require some very expensive tooling and the reliability would be less than 100%. The Solution: Perry Tool suggested leveraging one of the manufacturer’s current parts to create a three-piece assembly. New tooling was only required for the flat plate and an assembly fixture. The Results: Leveraging the existing part eliminated the need for costly tooling. The manufacturer was also able to leverage two other sub assemblies already in their inventory for additional savings. |
 |